45 Years of Experience
Continuous whey and curd separation with precise moisture control and processing capacity of 1,500 kg/h.


AVAILABLE MODEL
| ID | 07/0104 |
|---|---|
| Capacity | 1,500 KG/H |
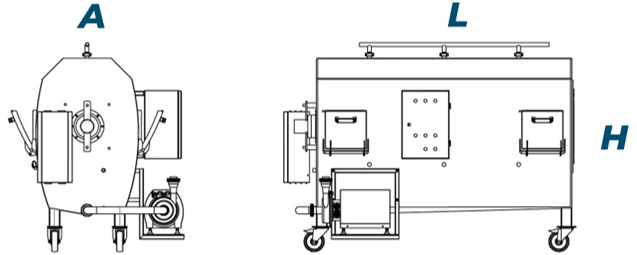
| Length (L) | 1.85 M |
| Width (A) | 1.27 M |
| Height (H) | 1.78 M |
| Approx. Weight | 610 KG |
| Power | 3.7 KW |
| Power Supply | 220 VAC 3-PHASE 60 HZ OR 440 VAC 3-PHASE 60 HZ |
| Whey Collection Hopper | 500 L |

