Designed for process engineers who need to validate formulations before mass production. This equipment allows determining the exact parameters (pressure, temperature, number of passes) needed to achieve the target quality. By using the same valve geometry as industrial models, it ensures that laboratory results are directly transferable to the production plant.
Main Advantages
Real Scalability: Eliminates uncertainty in "Scale-up"; viscosity and particle size results are predictive of industrial production.
Sample Versatility: Capacity to process minimum volumes, reducing costs in tests with high-value ingredients.
Nano-Rupture Power: The capacity to reach 2,000 bar enables advanced biotechnological and pharmaceutical applications.
Ease of Use: Quick component change for cleaning and sterilization between different test batches.
Transferable Results: Same valve geometry as industrial models: laboratory parameters are directly applicable at plant scale.
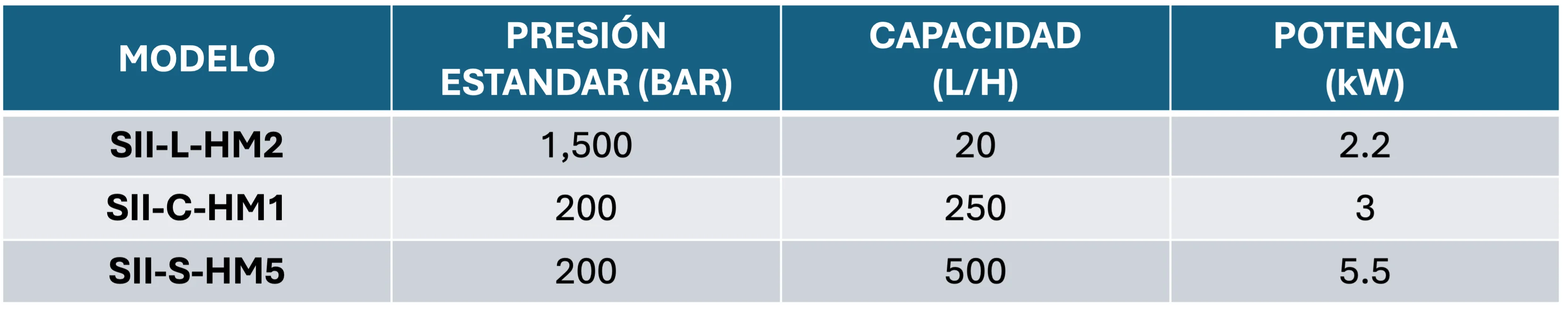
Capacity Range: 20 L/h to 50 L/h (Typical models L-HM2, see table for pressure details).