This equipment integrates into continuous process lines, receiving preheated product and delivering a stable emulsion ready for packaging or fermentation. Its low-RPM design reduces cyclic stress on mechanical components, while the head engineering eliminates dead zones, meeting the most demanding hygiene standards. It is the logical investment for plants seeking to minimize TCO (Total Cost of Ownership) over the long term.
Main Advantages
Structural Warranty: Monoblock compression head with 10-year guarantee against cracks, mitigating the risk of catastrophic shutdowns.
Operational Efficiency: Reversible valves and symmetrical design that double the service life of wear components.
Certified Hygiene: Aseptic design conforming to CE standards, suitable for rigorous CIP and SIP protocols.
Lower Maintenance: Low-RPM operation reduces wear on seals and pistons, extending service intervals.
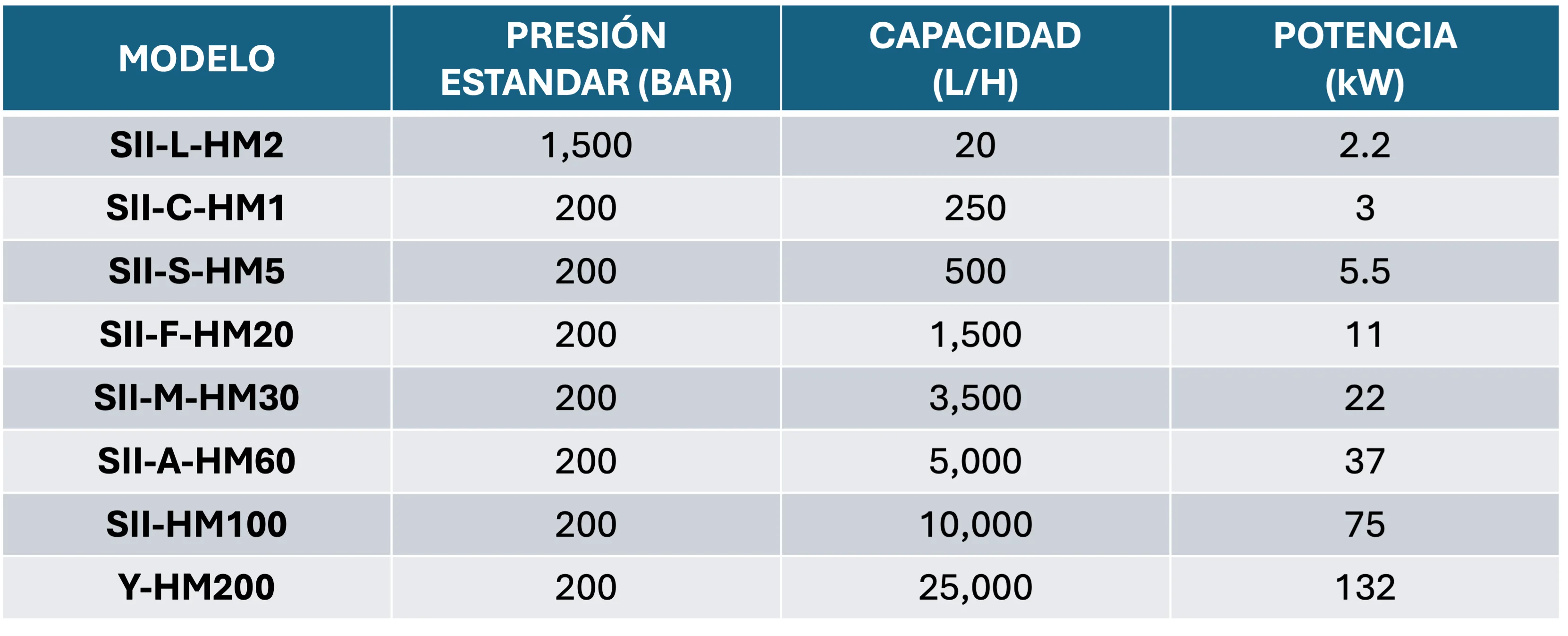
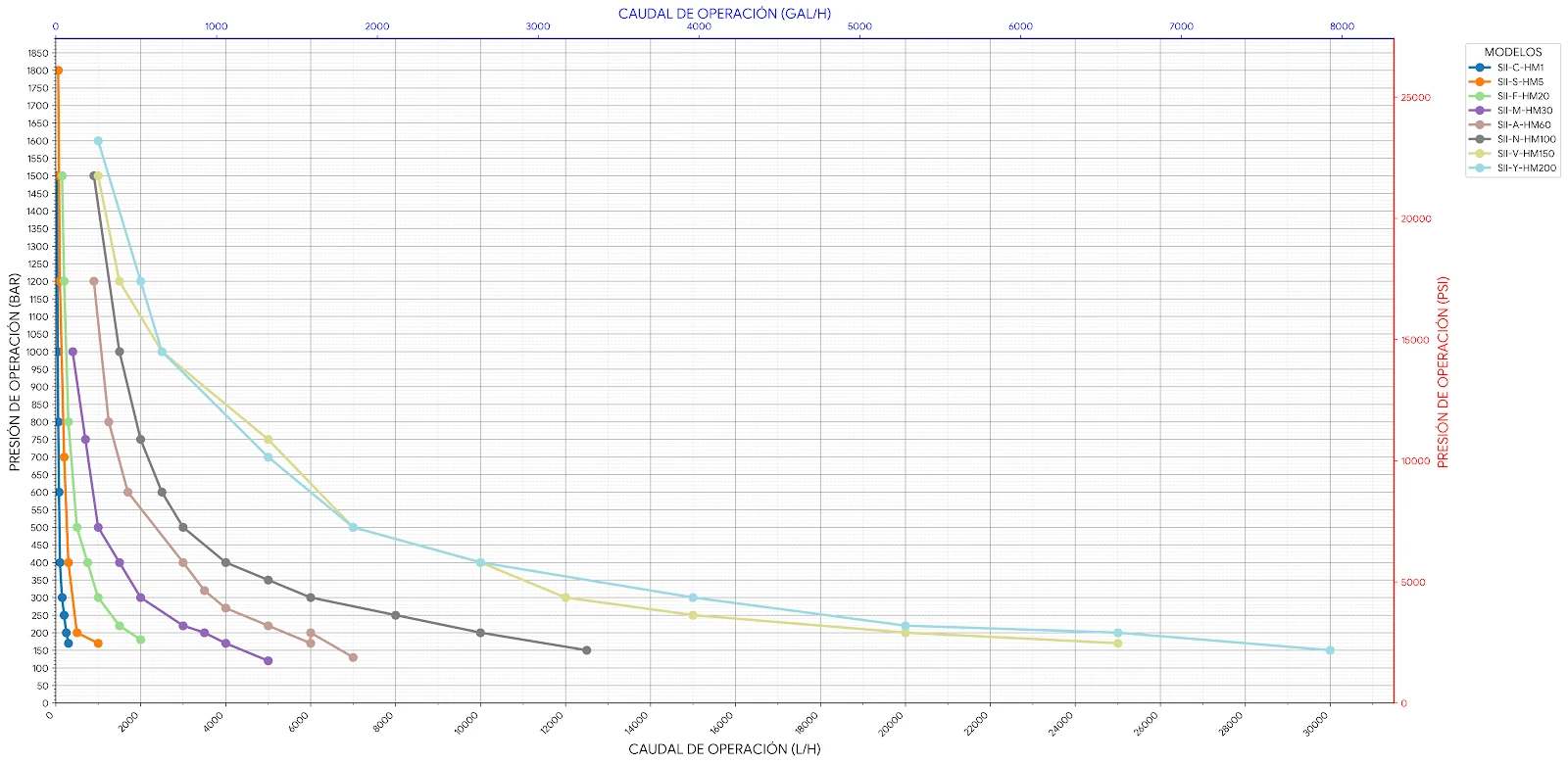
Capacity Range: From 1,000 L/h to 30,000 L/h depending on model and required pressure. See attached performance curves.