The MG Series redefines plant efficiency by eliminating dependency on auxiliary water services for the crankcase. Its intelligent design harnesses the kinetic energy of the main motor to manage oil temperature, ensuring continuous 24/7 operation without overheating risks. It is the ideal solution for processors who require flexibility (from pilot batches to industrial production) and seek to reduce their water footprint without sacrificing homogenization power.
Main Advantages
Air Cooling — Zero Water: No cooling water required. Uses airflow from the main motor fan directed towards a high-efficiency oil radiator.
Simplified Hygienic Design: Architecture with minimal static and dynamic seals, facilitating CIP/SIP protocols and reducing downtime for packing changes.
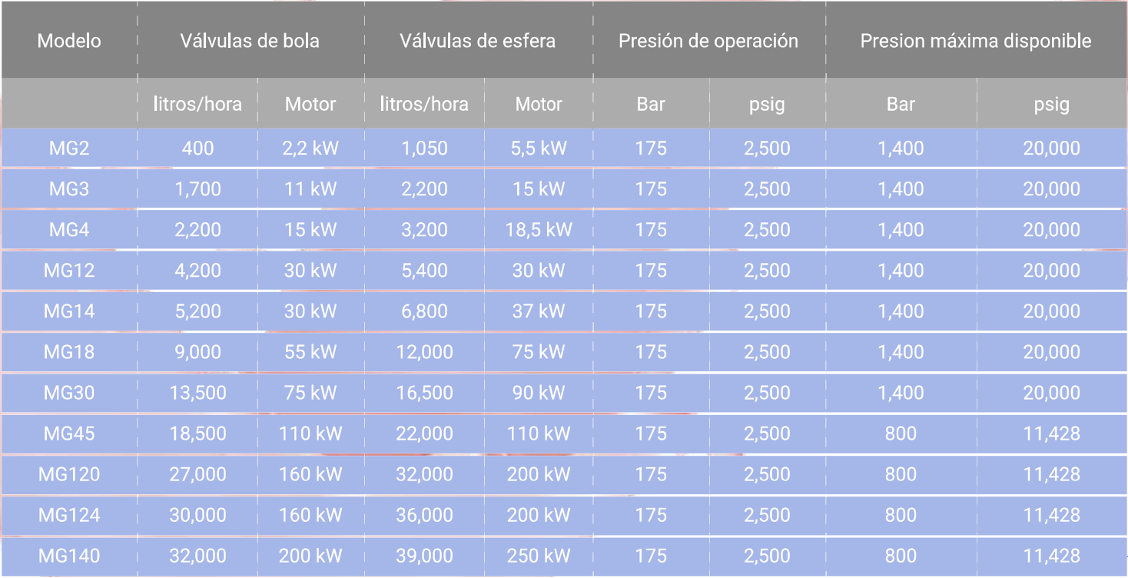
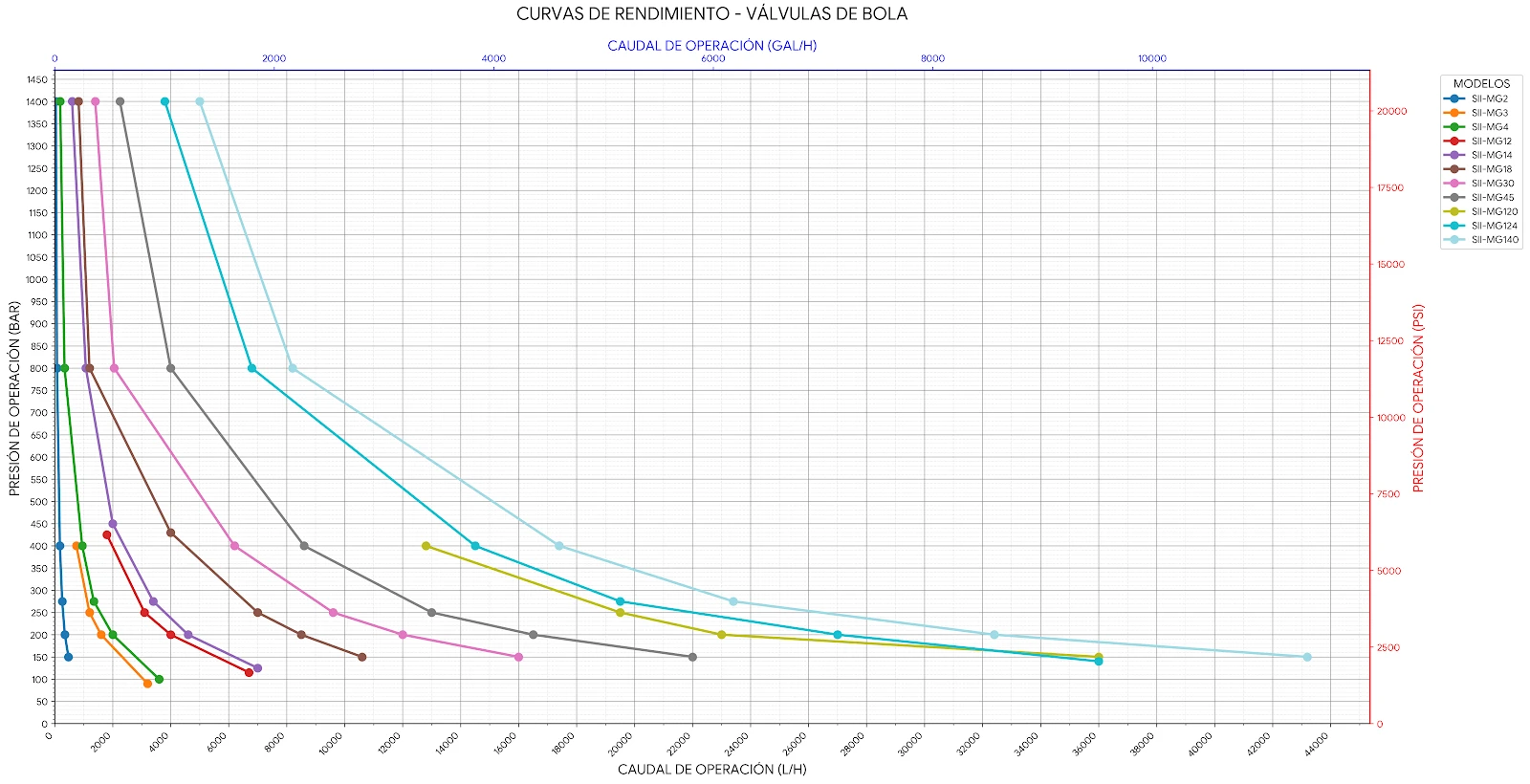
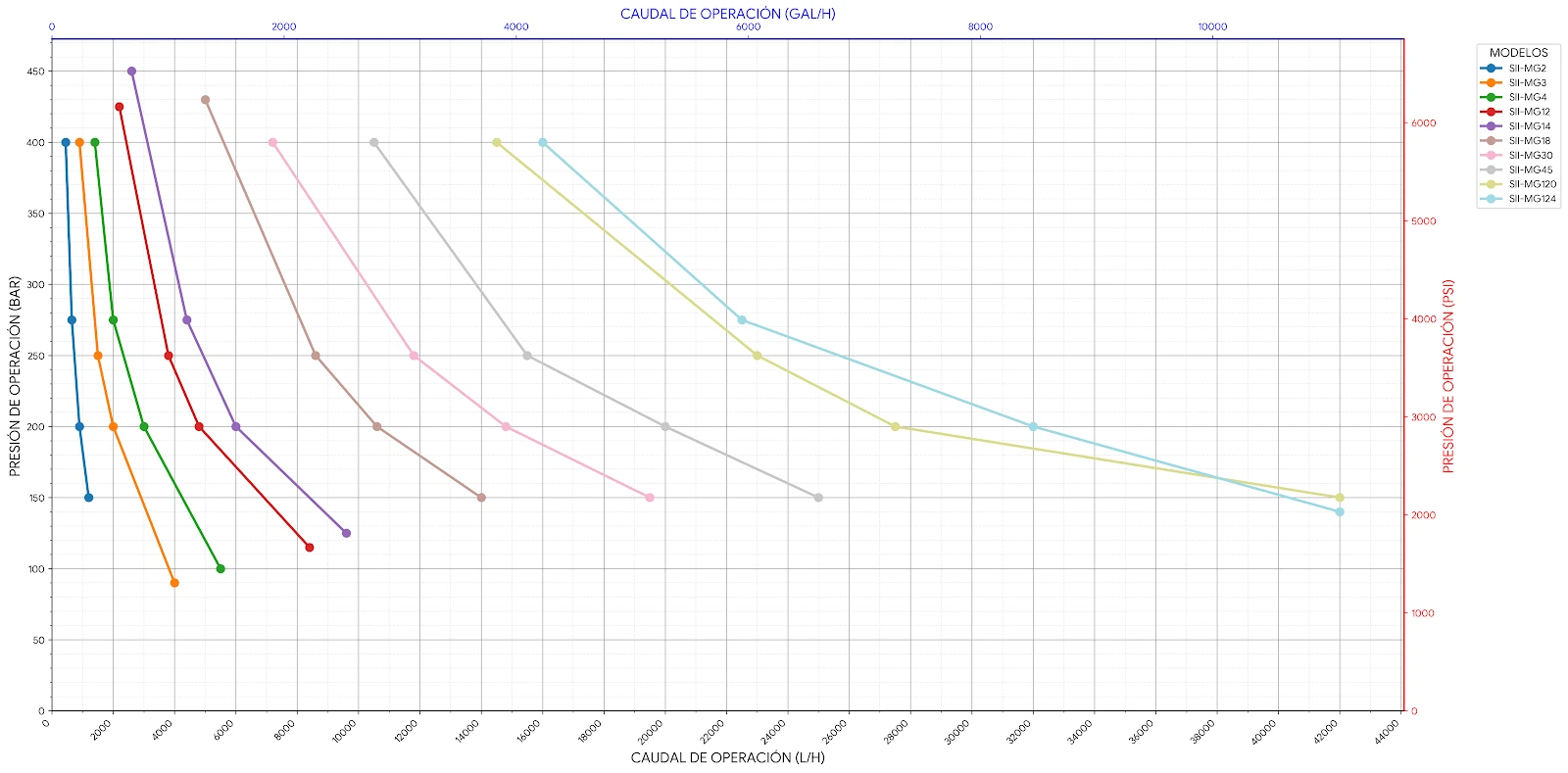
Valve Flexibility: Switches between "Ball Valve" (viscous or abrasive products) and "Sphere Valve" (liquid emulsions) configurations on the same chassis.
Silent Operation: Drive end design with low eccentric shaft speeds that minimizes vibration and acoustic contamination, improving the work environment.
Processable Products: Particle-containing sauces, flavor emulsions, premium dairy, plant-based milks, pharmaceutical and biotechnological products where hygiene and the absence of external water are critical.
Maximum operational availability and zero water consumption in lubrication thanks to integrated air cooling engineering.