45 Years of Experience
Traditional agitator-based systems present several challenges:
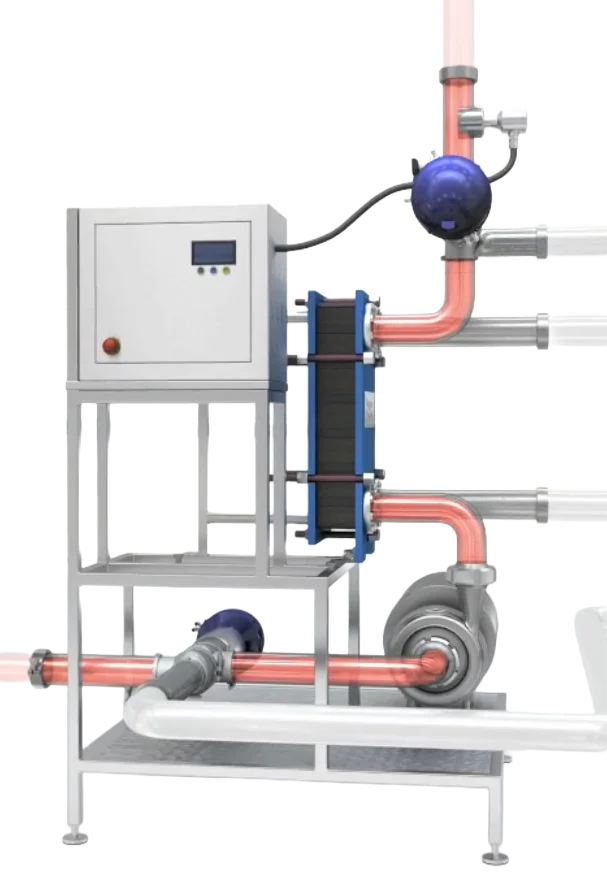
The Rotary Jet Mixer eliminates these problems by delivering complete mixing with no moving parts inside the tank, reducing process times by up to 50% and simplifying CIP cleaning between batches.

OPERATING PROCESS
The system operates through a closed recirculation loop:
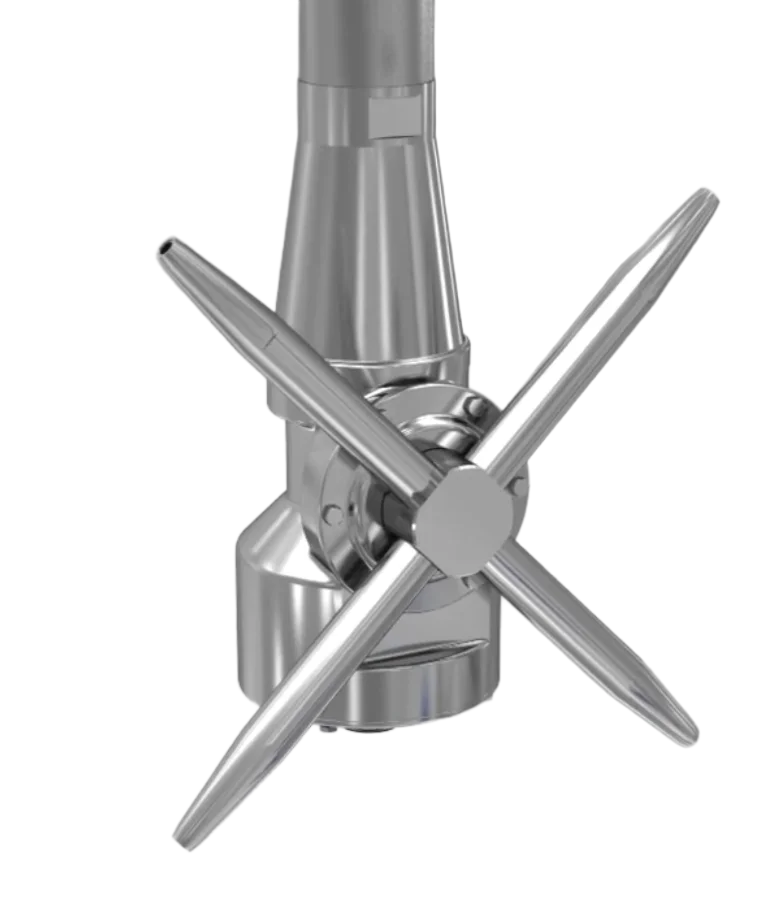
Mixing without moving parts inside the tank: Unlike agitators with propellers, there are no shafts or mechanical seals that come into contact with the product. Zero risk of lubricant contamination, no internal component wear, hygienic design certified for food applications.
Intelligent three-dimensional rotation: The nozzles not only rotate horizontally like a sprinkler, but also move vertically. This 3D rotation creates flow patterns that eliminate dead zones and stratification, guaranteeing homogeneity even with products of different densities.
Energy directed where it is needed: Instead of moving the entire tank volume with a large propeller, the system uses localized high-velocity jets that generate efficient convection currents. The result: the same mixing quality with less energy.

TECHNICAL SPECIFICATIONS
Liquid mixing: Homogenization of milk with ingredients, preparation of dairy bases.
Gas dispersion: Beverage carbonation, yogurt deaeration, controlled oxygenation.
Powder incorporation: Dissolution of milk powder, stabilizers (CMC, xanthan gum), sugar, and salts.
CIP cleaning: Functions as an in-place cleaning system when the tank is empty.
Modular circuit: Allows adding plate heat exchangers, sampling valves, sensors.
Skid configuration: Available pre-assembled for rapid installation.
Multiple units: Possibility of installing several mixers in series for large tanks.

OPERATIONAL ADVANTAGES
COMPARISON

DAIRY INDUSTRY APPLICATIONS
Yogurt production
Blending milk base with cultures: Rapid homogenization of skim, whole, or mixed milk with dairy preparations before inoculation Stabilizer incorporation: Efficient dispersion of gums (xanthan, guar), pectins, and gelatin without lumps Post-fermentation: Gentle mixing after fermentation to break gel without damaging structure, yielding drinkable or stirred yogurt Fruit and flavor addition: Uniform distribution of fruit preparations, syrups, and natural colorants
Dairy beverages
Flavored milks: Blending milk with cocoa powder, vanilla, strawberry, or other flavorings Fermented beverages: Kumiss, kefir, flavored whey Functional milks: Incorporation of vitamins, minerals, probiotics, and fortifiers Carbonation: Controlled CO₂ injection in carbonated dairy beverages
Creams and concentrated products
Whipping creams: Homogenization of cream with stabilizers before packaging Dulce de leche: Uniform mixing during cooking, preventing scorching on tank bottom Ice cream bases: Incorporation of sugars, stabilizers, and emulsifiers in the dairy mix Sour cream and crème fraîche: Post-fermentation mixing for consistent texture
Cheeses and fermented products
Cheese milk preparation: Fat standardization, addition of calcium chloride and starter cultures Fresh cheeses: Blending curd with cream, salt, and stabilizers Requesón and ricotta: Homogenization of curd grains with whey and cream
Reconstituted powder products
Milk powder reconstitution: Rapid lump-free dispersion, ideal for plants working with dehydrated raw materials Whey powder: Complete dissolution for protein beverages or dairy ingredients Functional ingredients: Blending whey proteins, caseinates, lactose
Special processes
Deaeration: Removal of entrained air before UHT sterilization Heating/cooling with heat exchanger: Integration of plate heat exchanger in the circuit for precise thermal control Brine preparation: Dissolution of salt in water for injection into cheeses or cured products
MODEL RANGE
| CHARACTERISTICS | SII-IM-10 | SII-IM-15 | SII-IM-20 | SII-IM-25 |
|---|---|---|---|---|
| Tank Capacity | 1-10 m³ | 2-100 m³ | 5-200 m³ | 10-1000 m³ |
| Recirculation flow | Up to 18 m³/h | Up to 38 m³/h | Up to 60 m³/h | Up to 90 m³/h |
| Number of nozzles | 4 fixed | 2 or 4 optional | 2 or 4 optional | 2 or 4 optional |
| Nozzle diameter | 3.9/4.6/5.5 mm | 6/7/8 mm | 8/9/10 mm | 15/17/19/21 mm (dual) |
| Working pressure | 2-8 bar | 2-12 bar | 2-12 bar | 2-12 bar |
| Mix pressure | 2-6 bar | 2-6 bar | 2-6 bar | 4-8 bar |
| CIP pressure | 4-8 bar | 5-6.5 bar | 5-6.5 bar | 5-10 bar |
| Standard connection | 1" BSP/NPT | 1.5" BSP/NPT | 2" BSP/NPT | 2.5" BSP/NPT |
| Equipment weight | 5.1 kg | 6.1 kg | 12.2 kg | 13.2 kg |
| Available materials | AISI 316L, 316, SAF 2205, EPDM, PEEK, PVDF, PFA, Ceramic | AISI 316L, 316, SAF 2205, PTFE, PEEK, Tefzel, Ceramic | AISI 316L, 316, SAF 2205, PEEK, PVDF, Tefzel, Ceramic | AISI 316L, 316, SAF 2205, PEEK, PVDF, Carbon, Tefzel, Ceramic |
| ATEX certification | No | Yes (Zone 0/20) | Yes (Zone 0/20) | Yes (Zone 0/20) |
| Max. Operating Temp. | 95°C | 95°C | 95°C | 95°C |
| Max. Ambient Temp. | 140°C | 140°C | 140°C | 140°C |
| Jet reach | Up to 5 m | Up to 8 m | Up to 10 m | Up to 12 m |
| Ideal dairy application | Small tanks, pilot tests, premium products in small batches | Yogurt, beverages, daily process tanks, mixing rooms | Creams, dairy bases, storage tanks, multi-product lines | Large volumes, milk silos, storage tanks, industrial plants |
| Distinctive advantage | Compact and economical for small operations or tests | Ideal balance between capacity and versatility, ATEX certified | Robust for medium-high production, excellent for multi-tank installations | Maximum capacity, designed for continuous industrial operations |

