45 Years of Experience
Recover up to 42% of total milk solids present in whey, converting a disposal cost into a new revenue stream through high-efficiency tangential flow filtration technology.


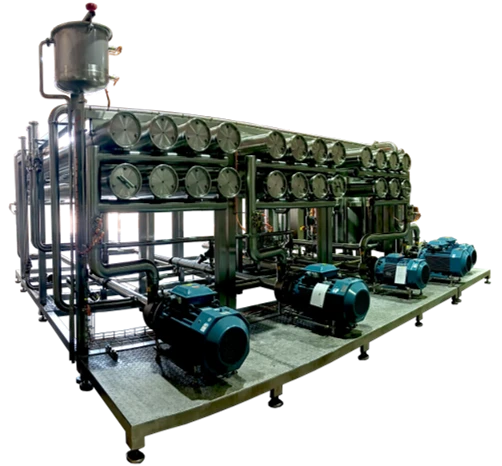
The direct use of unprocessed whey presents severe technical limitations that reduce its profitability: low solids concentration, contamination by casein fines, and a salty or acidic flavor profile that prevents its use in consumer products. Furthermore, residual enzymatic activity compromises product stability. The implementation of Nanofiltration resolves these problems by partially demineralizing the fluid and concentrating the solids, eliminating undesirable flavors and guaranteeing a stable, sweet raw material free of physical contaminants.

