45 Years of Experience
Dairy Industry Solutions

In modern dairy economics, whey represents up to 90% of milk volume and retains more than 50% of its original nutrients. At Sanchelima International, we do not treat whey as waste, but as a critical raw material. Our engineering focuses on fractionating, concentrating and stabilizing its components to maximize return per liter processed, integrating basic whey protein recovery technologies (flocculation), ricotta reconditioning and integration into pasta filata cheeses.
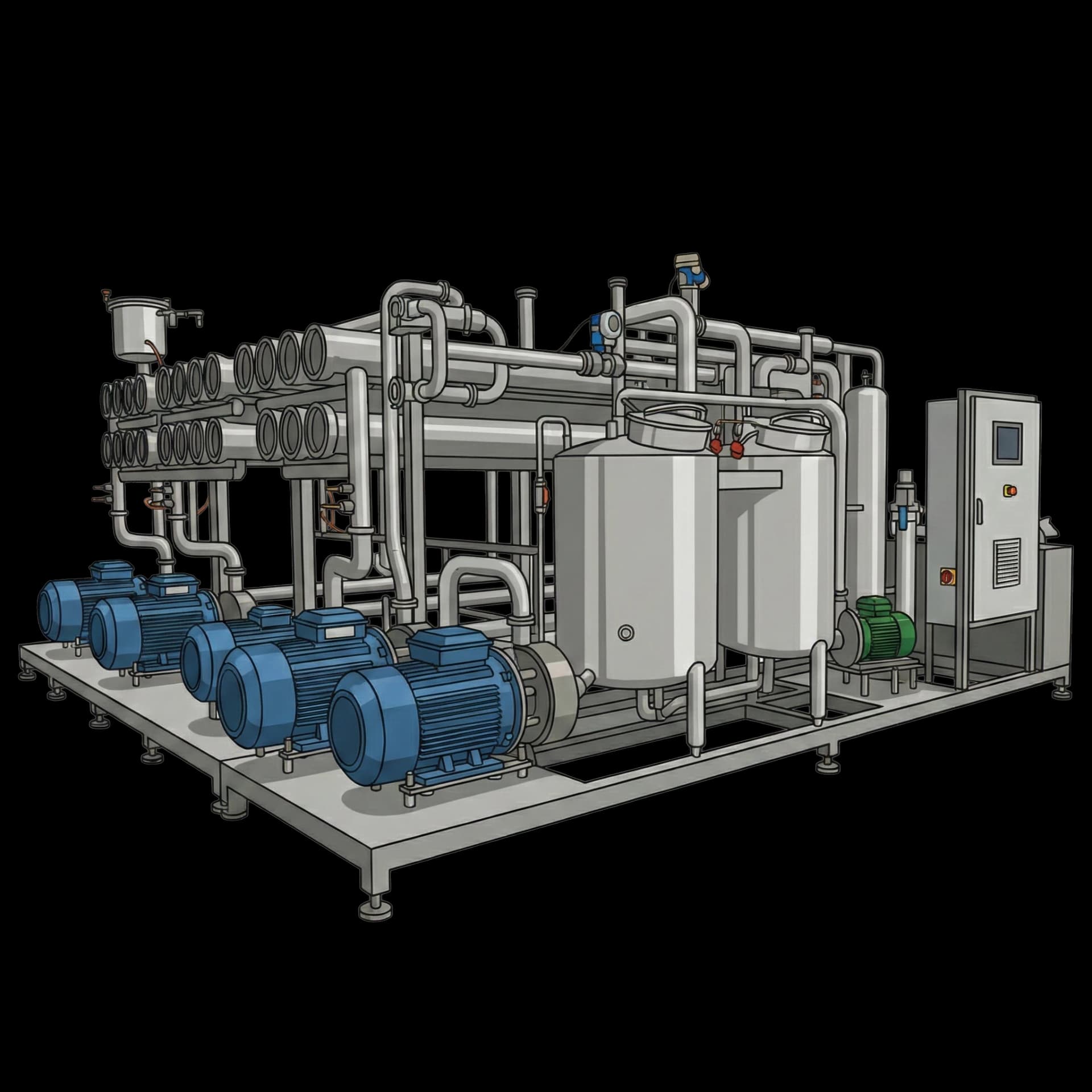
The first step in valorization is pre-treatment. Before any thermal process, it is vital to recover the remaining solids and fat. We use Freedom Series Standardizing Skimmers to separate whey cream (an immediately salable by-product) and filtration systems to remove casein fines. Subsequently, we ensure biological stability through HTST Thermoplak Pasteurizers designed to handle the thermal load without denaturing soluble whey proteins.
For plants seeking direct-consumption products and quick returns, we implement Flocculation Modules for Ricotta and Ricotta Utilization Systems. These units allow protein precipitation by temperature and acidity, generating spreadable or culinary cheeses with exceptional yields, transforming sweet or acid whey into finished product within hours.
For the industrial ingredients market, we scale up to Membrane Concentration. Through Nanofiltration and Reverse Osmosis, we remove water and pre-concentrate solids, drastically reducing the energy cost of subsequent evaporation. If the target is demineralized whey (D90) for infant formulas, we integrate Electrodialysis Demineralization, which removes salts without affecting protein structure.
The final challenge is drying. Whey, especially acid whey, tends to foul and is hygroscopic. Our solution employs forced-circulation Alfa Flash Evaporation, designed for viscous and difficult fluids, followed by Concentrated Whey Crystallizers that ensure correct lactose crystal formation (α-lactose monohydrate). This guarantees that, when passing through the Spray Dryers, the resulting powder is free-flowing, non-caking, and meets export-grade solubility standards.
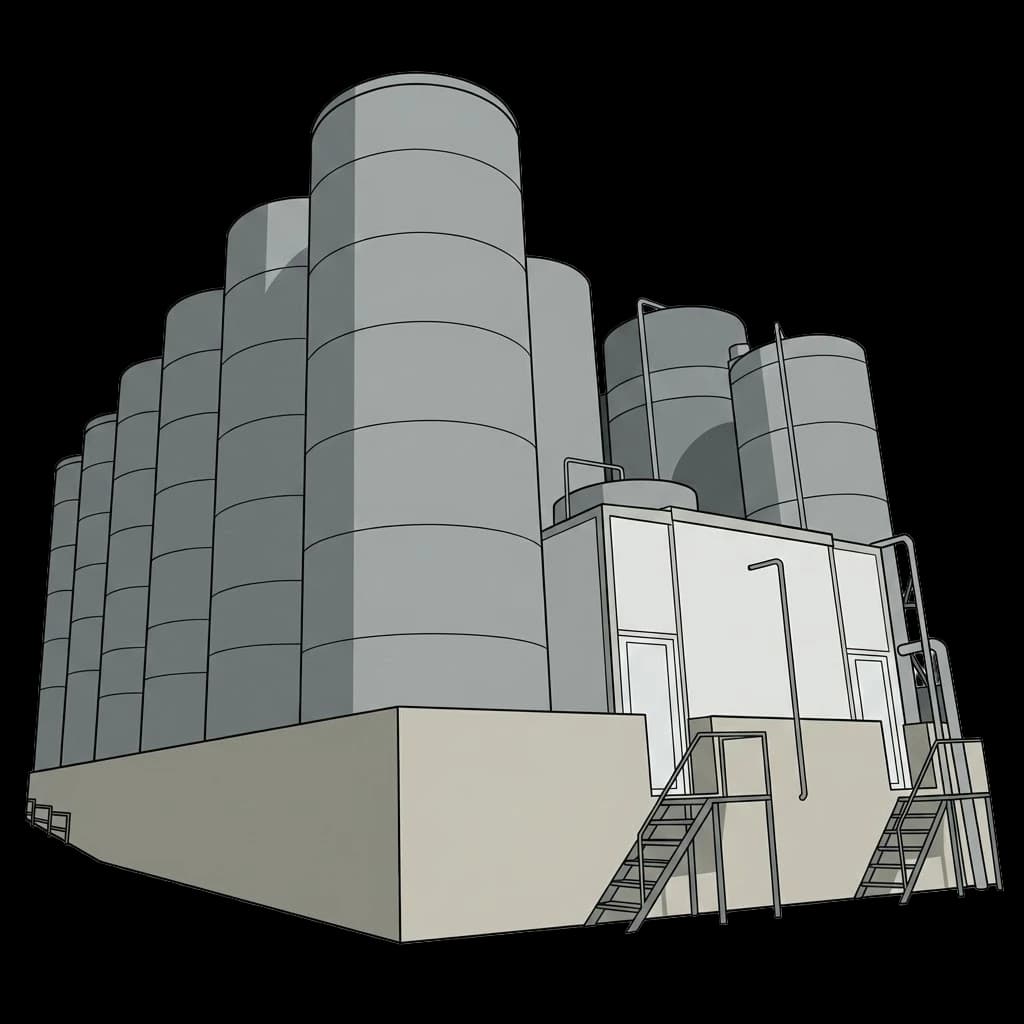
RAW WHEY STORAGE SILOS
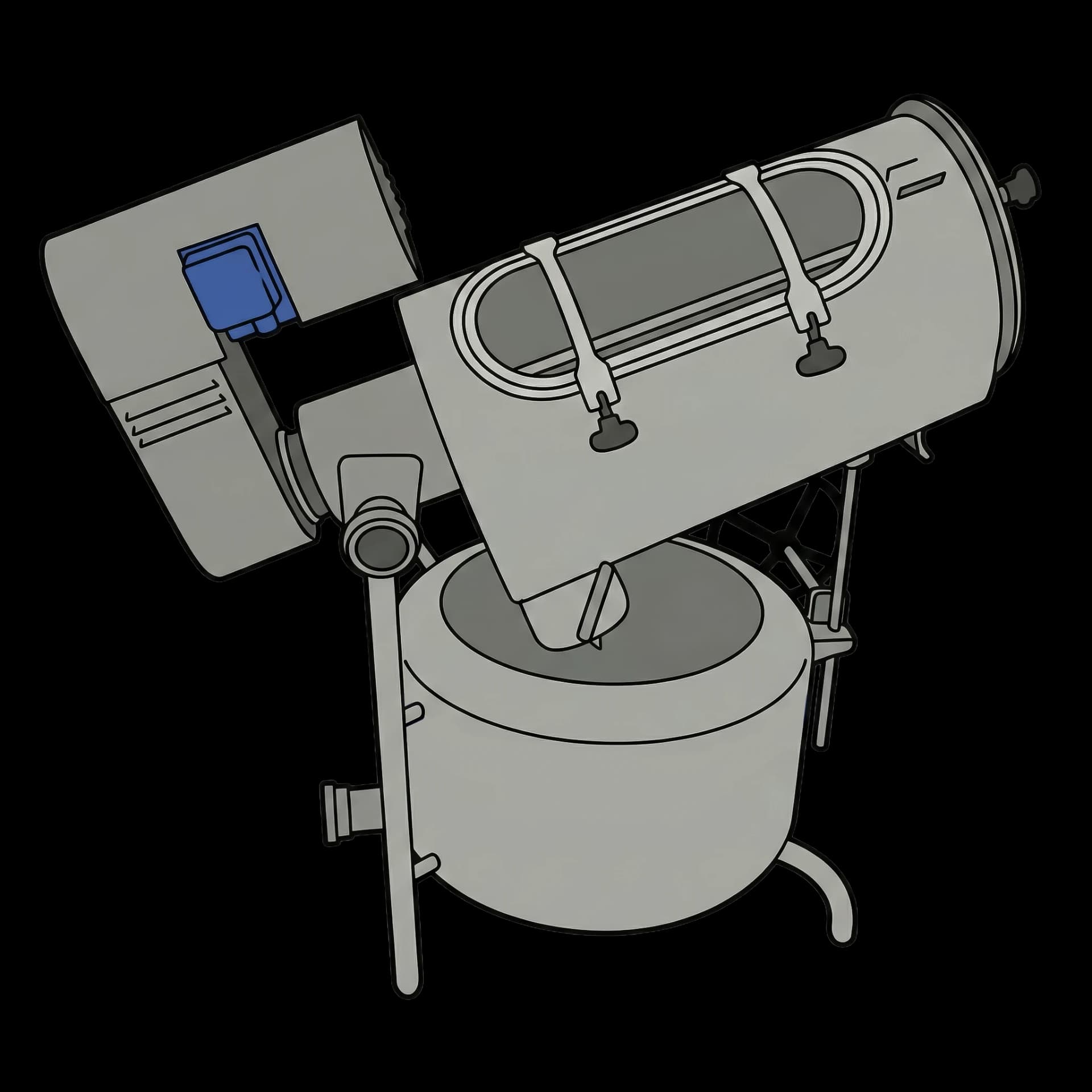
FINES SEPARATOR

HEATING AND COOLING SYSTEM
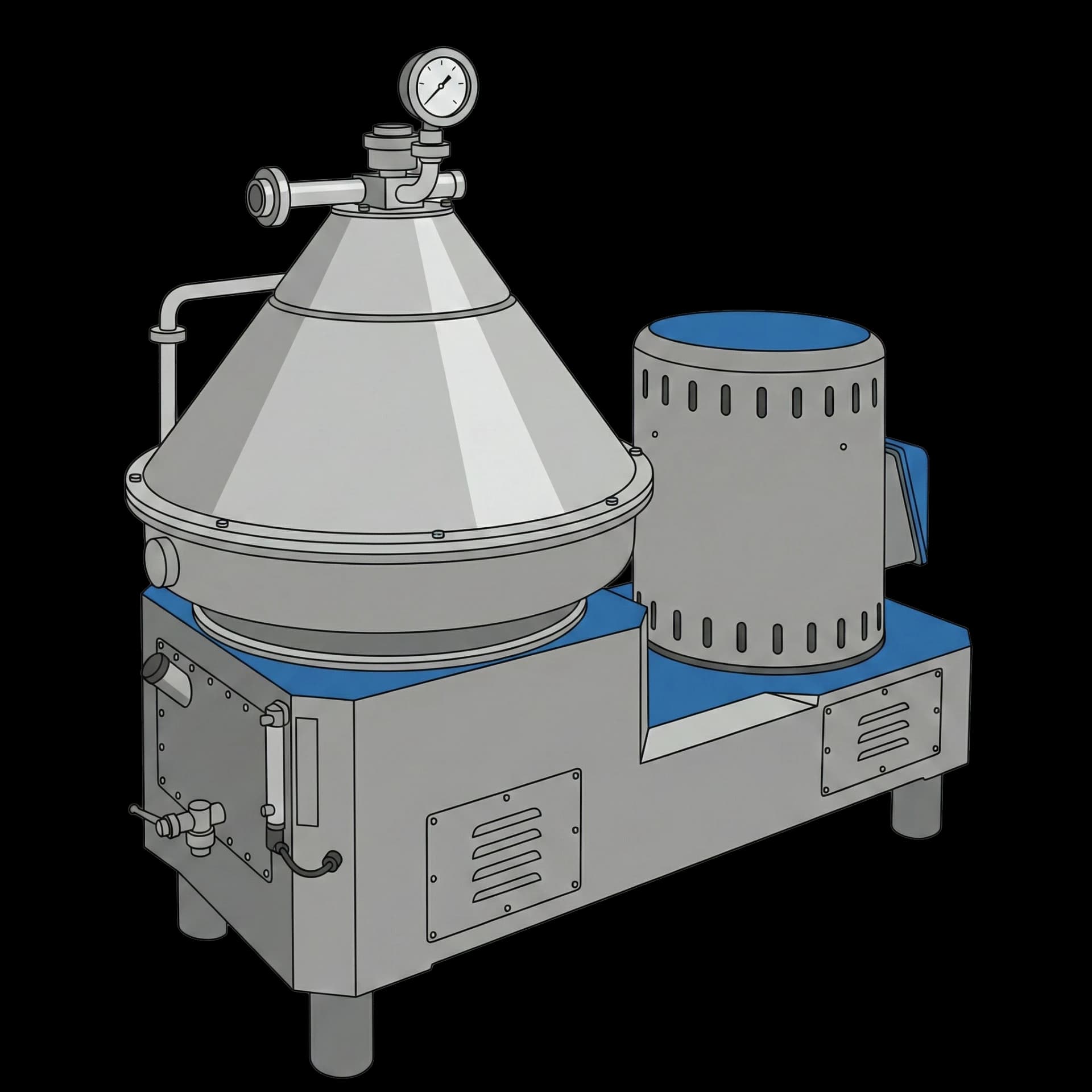
RAW WHEY CLARIFICATION
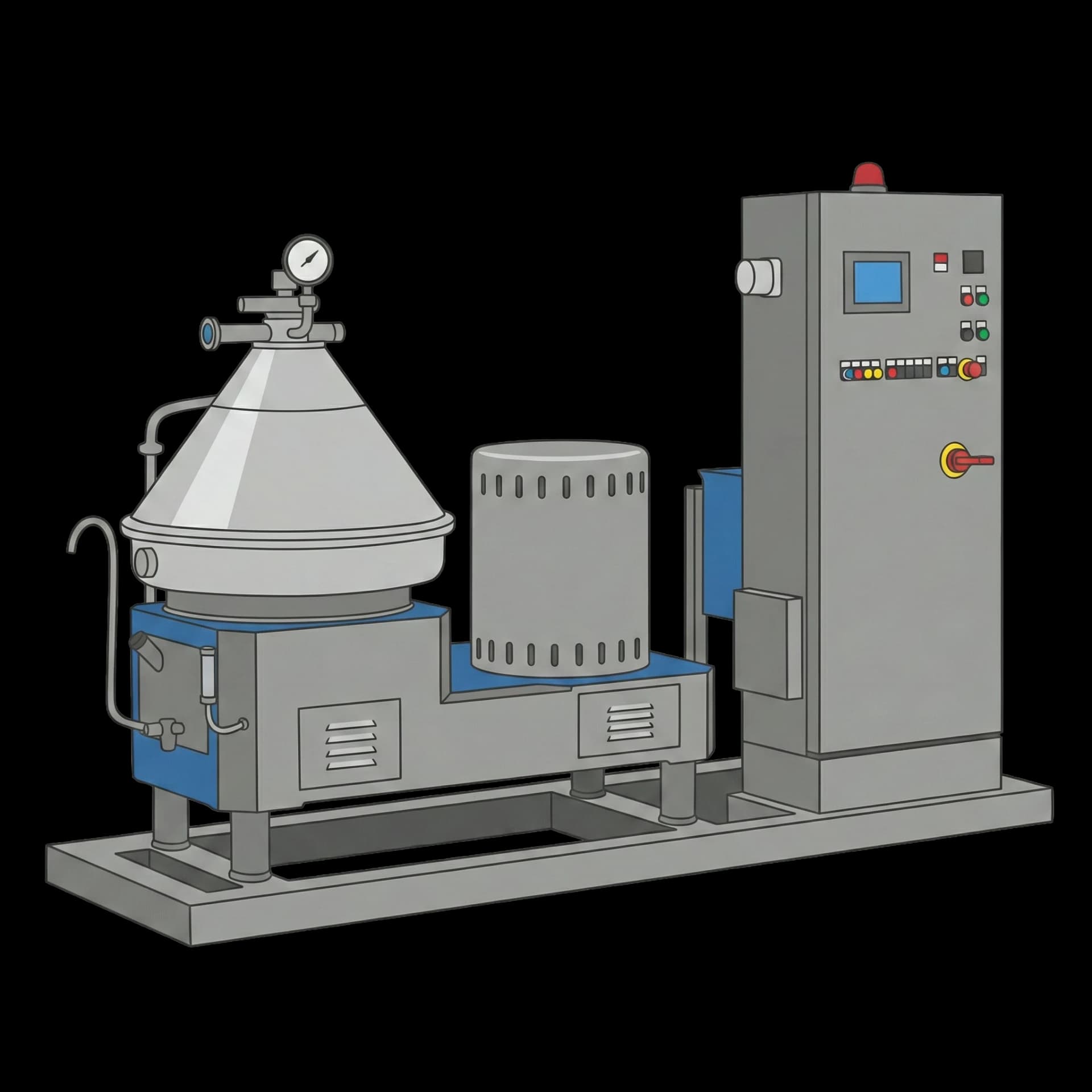
RAW WHEY SKIMMING

CLARIFIED AND SKIMMED WHEY STORAGE TANK
MEMBRANE SYSTEM NANOFILTRATION

ELECTRODIALYSIS SYSTEM
ELECTRODIALYZED WHEY CONCENTRATE STORAGE TANK
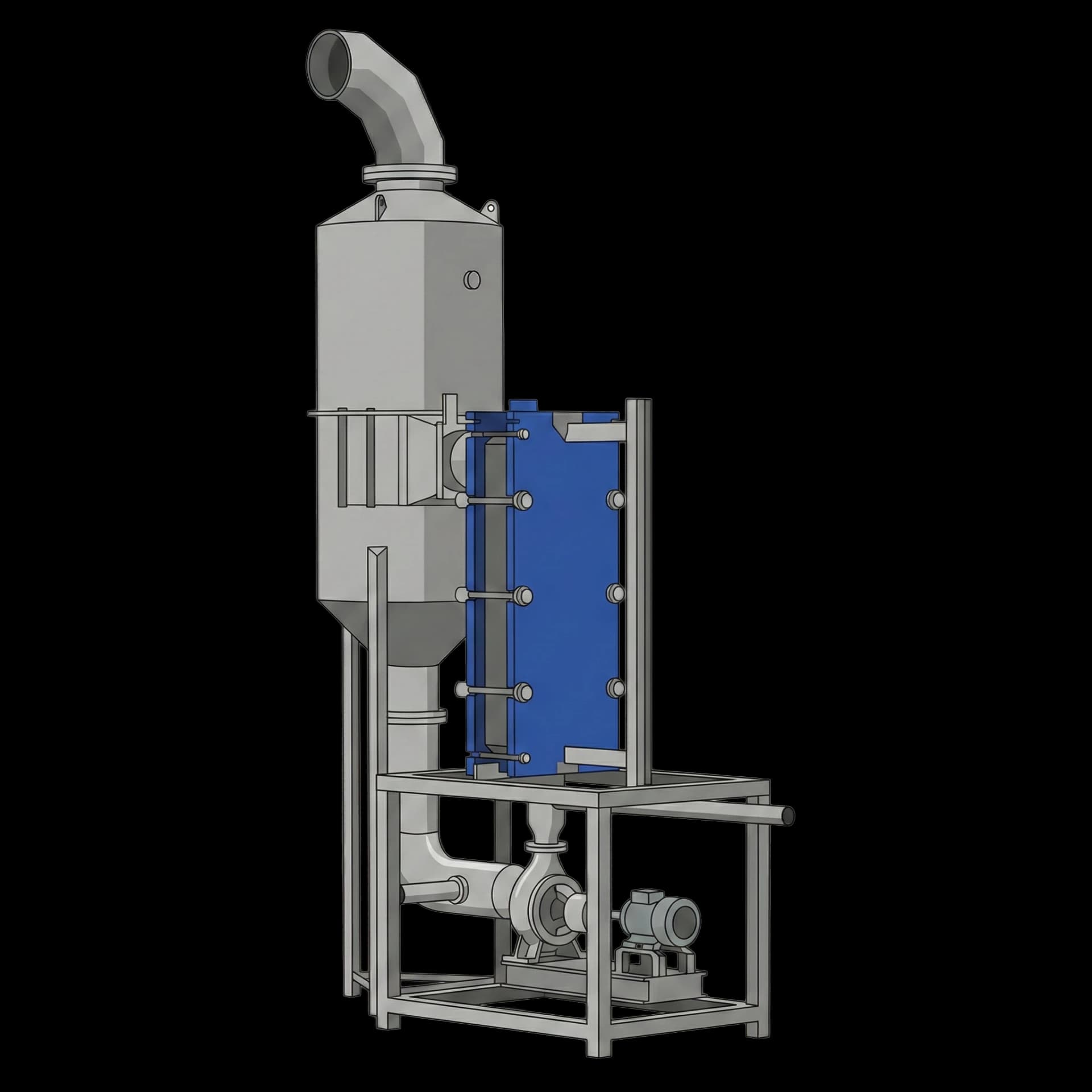
ALFA-FLASH EVAPORATION

CRYSTALLIZATION
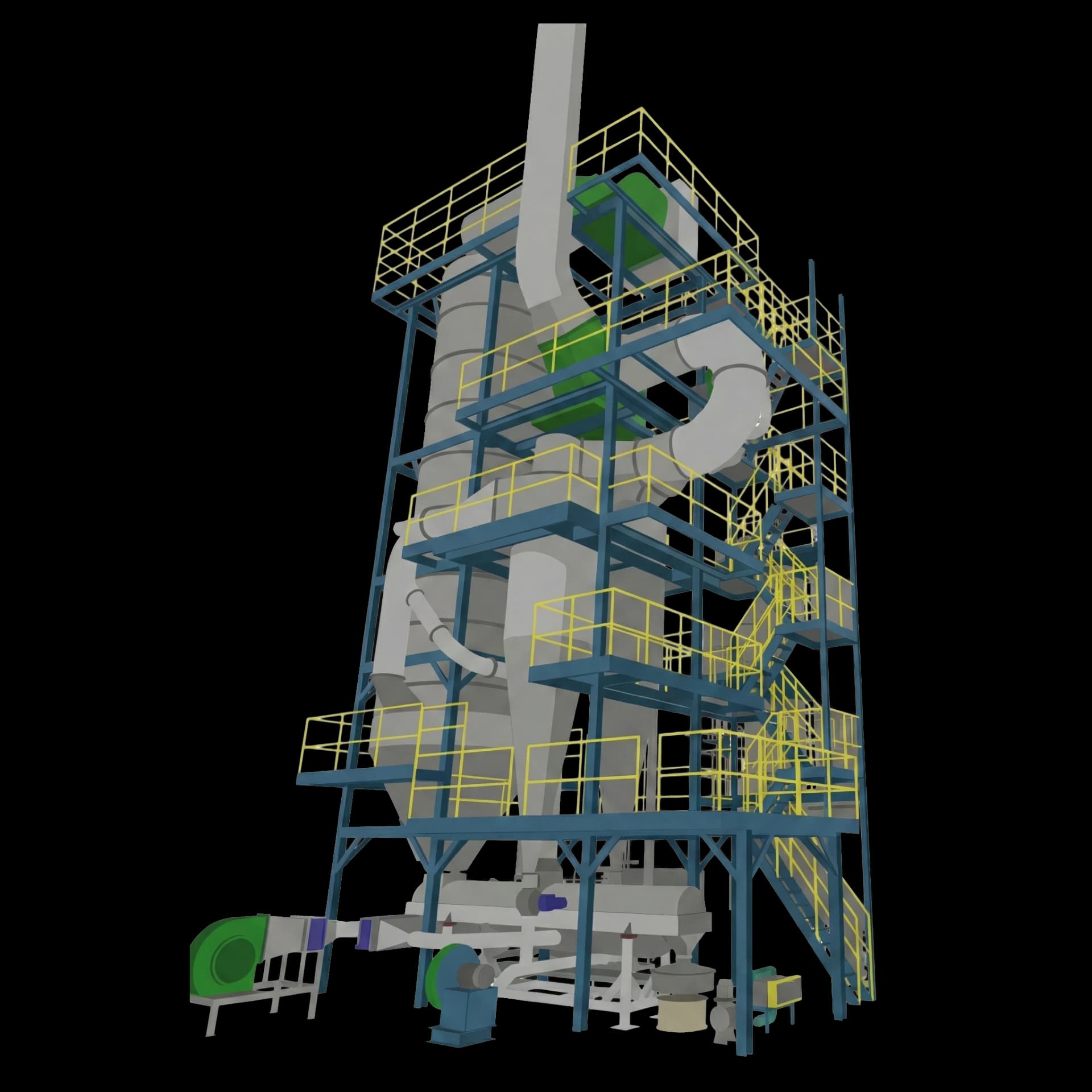
THREE-STAGE VERTICAL DRYER

(DWPC) DEMINERALIZED WHEY PROTEIN CONCENTRATE (DWPI) DEMINERALIZED WHEY PROTEIN ISOLATE
From By-Product to Premium Ingredient: Strategic Acid Whey Valorization
The diagram above illustrates a profitability strategy for transforming acid whey (typically an operational challenge in Greek yogurt and cream cheese production) into an Electrodialysis Concentrated Whey.
This solution integrates Electrodialysis technology. This configuration allows us to overcome the barriers of acidity and mineral load, guaranteeing a thermally stable protein suitable for the most demanding sports nutrition or infant nutrition markets.
It maximizes return per liter of milk processed, ensures operational continuity and delivers a high-quality final product.
Acid Whey Valorization: Process Line for Electrodialysis Concentrated Whey
This process line represents a comprehensive solution for transforming a complex by-product, acid whey from Greek yogurt, cottage cheese or cream cheese, into high-value commercial ingredients.
Historically, acid whey processing presents technical challenges due to its high mineral content, acidity and salinity. Our engineering integrates membrane separation and electrodialysis technologies to overcome these barriers. The result is a continuous, stable process that mitigates fouling problems and delivers a functional, thermally stable concentrate suitable for the most demanding sports nutrition and dietary supplement markets.
Technical Process Description
1. Pre-treatment and Fines Recovery The process starts with the reception of raw acid whey. The first critical phase is solids recovery using a rotary filter designed specifically as a curd fines saver (Cheese Curd Fines Saver Separator). This stage not only cleans the whey to protect downstream equipment but also recovers remaining curd, adding immediate value back to the cheese line before whey processing. The whey is then clarified and skimmed by centrifugal separation with thermal control, ensuring a fat-free base for maximum protein purity.
2. Demineralization and Selective Concentration (Nanofiltration + Electrodialysis) The core of purification begins with a Nanofiltration system that removes monovalent salts (sodium, potassium, chlorides) and allows lactic acid to pass through, retaining almost all lactose and concentrating total solids (protein + lactose) to 18–22%. To guarantee the functional quality of the final product, the concentrate goes through an Electrodialysis system. This stage is decisive for thermal stability: it removes bivalent cations such as calcium and magnesium, which are responsible for protein denaturation and aggregation during heating. By replacing these ions, we achieve a thermostable protein (Heat-Stable Whey Protein), an essential characteristic for applications in beverages and supplements that require pasteurization or cooking without precipitation.


