45 Años de Experiencia
Soluciones de la Industria Láctea

En la economía láctea moderna, el suero representa hasta el 90% del volumen de la leche y retiene más del 50% de sus nutrientes originales. En Sanchelima International, no tratamos el suero como un desecho, sino como una materia prima crítica. Nuestra ingeniería se enfoca en fraccionar, concentrar y estabilizar sus componentes para maximizar el retorno por litro procesado, integrando tecnologías de recuperación básica de la proteína del suero (floculación), reacondionamiento de requesón e integración en los quesos de pasta hilada.
El primer paso para la valorización es el Pre-tratamiento. Antes de cualquier proceso térmico, es vital recuperar los sólidos y la grasa remanente. Utilizamos Descremadoras Estandarizadoras Serie Freedom para separar la crema de suero (un subproducto de venta inmediata) y sistemas de filtración para eliminar finos de cuajada. Posteriormente, aseguramos la estabilidad biológica mediante Pasteurizadores HTST Thermoplak diseñados para manejar la carga térmica sin desnaturalizar las proteínas séricas solubles.
Para plantas que buscan productos de consumo directo y rápido retorno, implementamos Módulos de Floculación para Requesón y Sistemas de Aprovechamiento de Ricotta. Estos equipos permiten precipitar las proteínas por temperatura y acidez, generando quesos untables o para uso culinario con rendimientos excepcionales, transformando el suero dulce o ácido en producto terminado en cuestión de horas.
Para el mercado de ingredientes industriales, escalamos hacia la Concentración por Membranas. Mediante Nanofiltración y Ósmosis Inversa, eliminamos agua y pre-concentramos los sólidos, reduciendo drásticamente el costo energético de la evaporación posterior. Si el objetivo es suero desmineralizado (D90) para fórmulas infantiles, integramos la Desmineralización por Electrodiálisis, que elimina sales sin afectar la estructura proteica.
El desafío final es el secado. El suero, especialmente el ácido, tiende a incrustarse (fouling) y es higroscópico. Nuestra solución emplea la Evaporación Alfa Flash de circulación forzada, diseñada para fluidos viscosos y difíciles, seguida de Cristalizadores de suero concentrado que aseguran la formación correcta de cristales de lactosa (α-lactosa monohidratada). Esto garantiza que, al pasar por los Secadores Spray, el polvo resultante sea fluido, no se apelmace (non-caking) y cumpla con los estándares de solubilidad para exportación.
SILOS DE ALMACENAMIENTO SUERO CRUDO
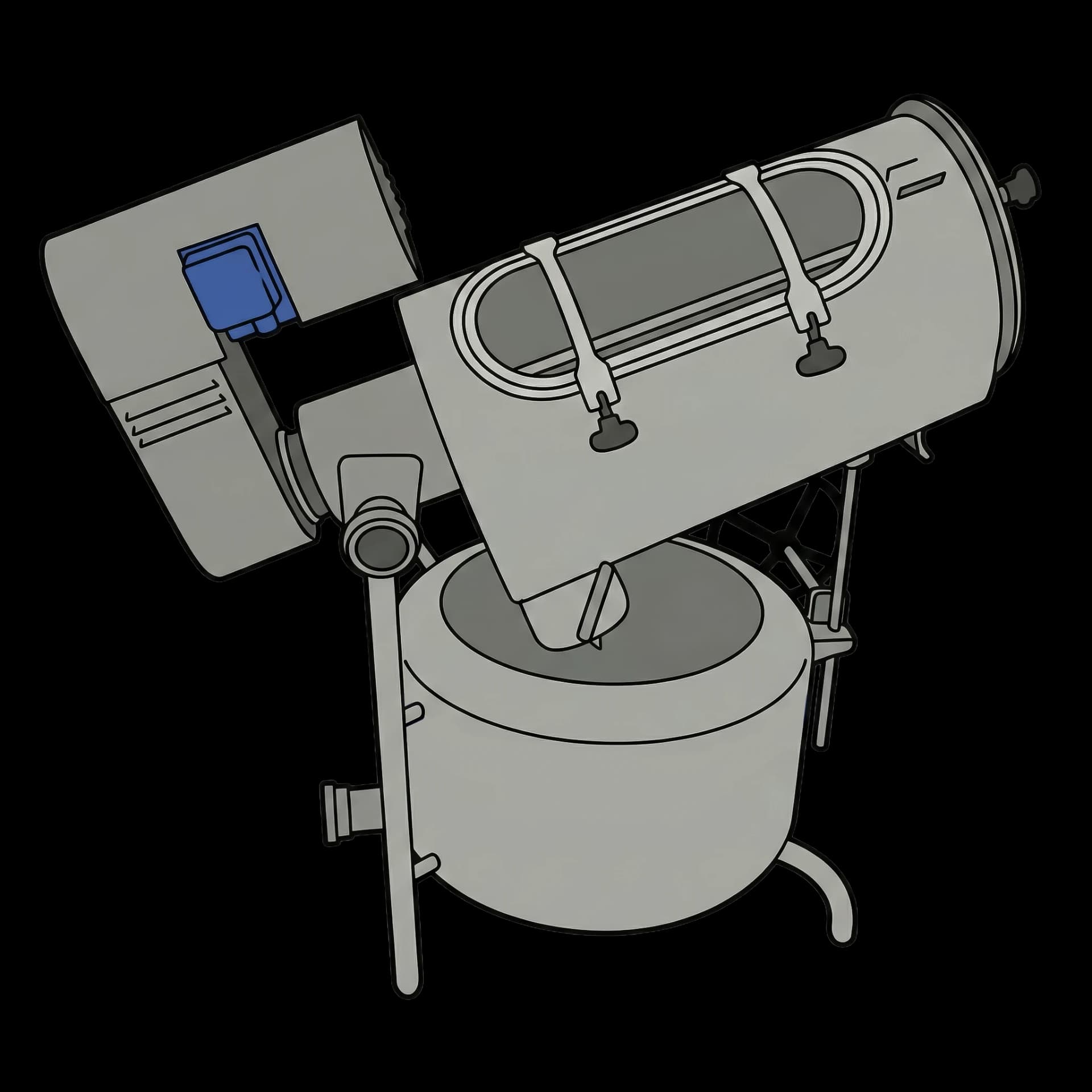
SEPARADOR DE FINOS

SISTEMA DE CALENTAMIENTO Y ENFRIAMIENTO
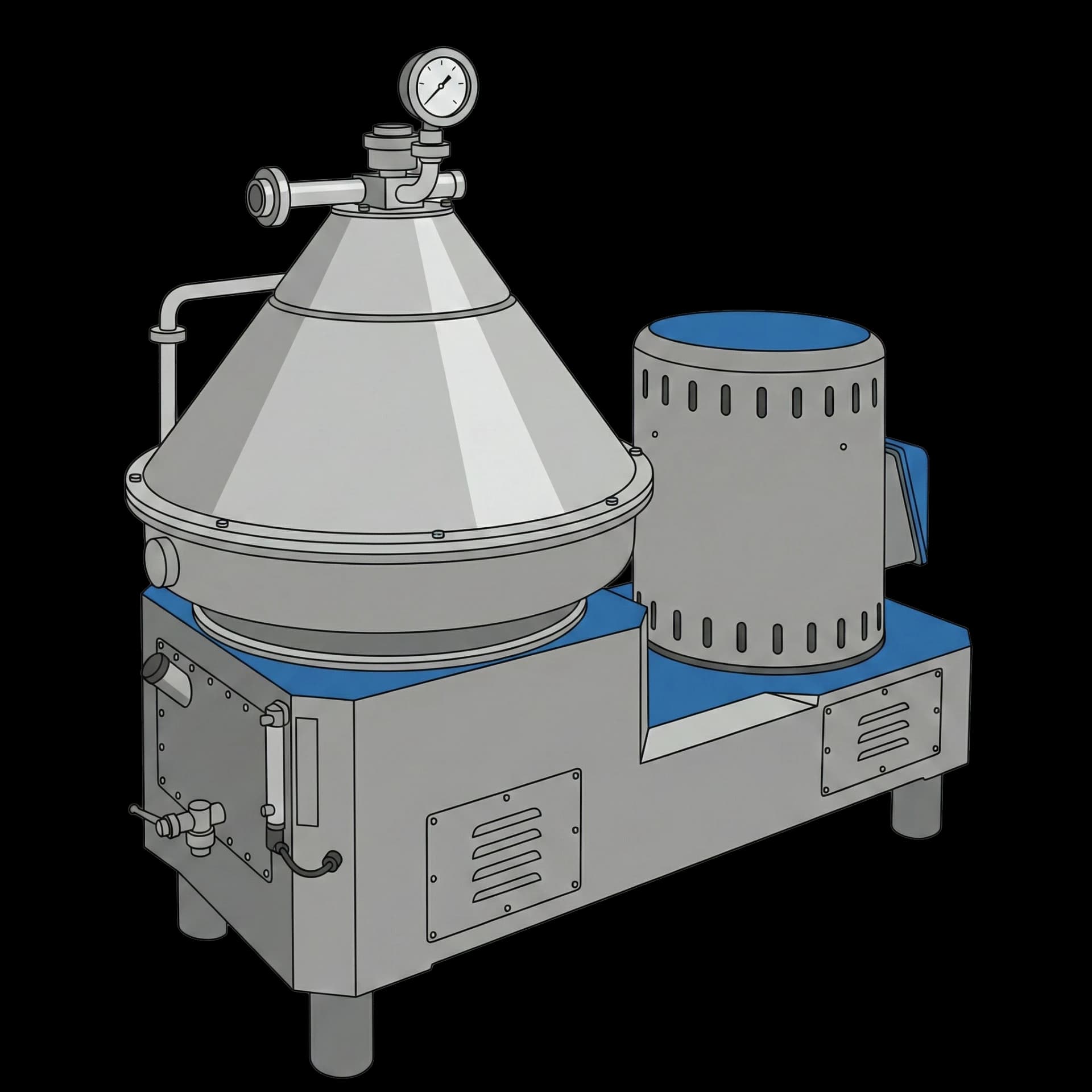
CLARIFICACION DE SUERO CRUDO
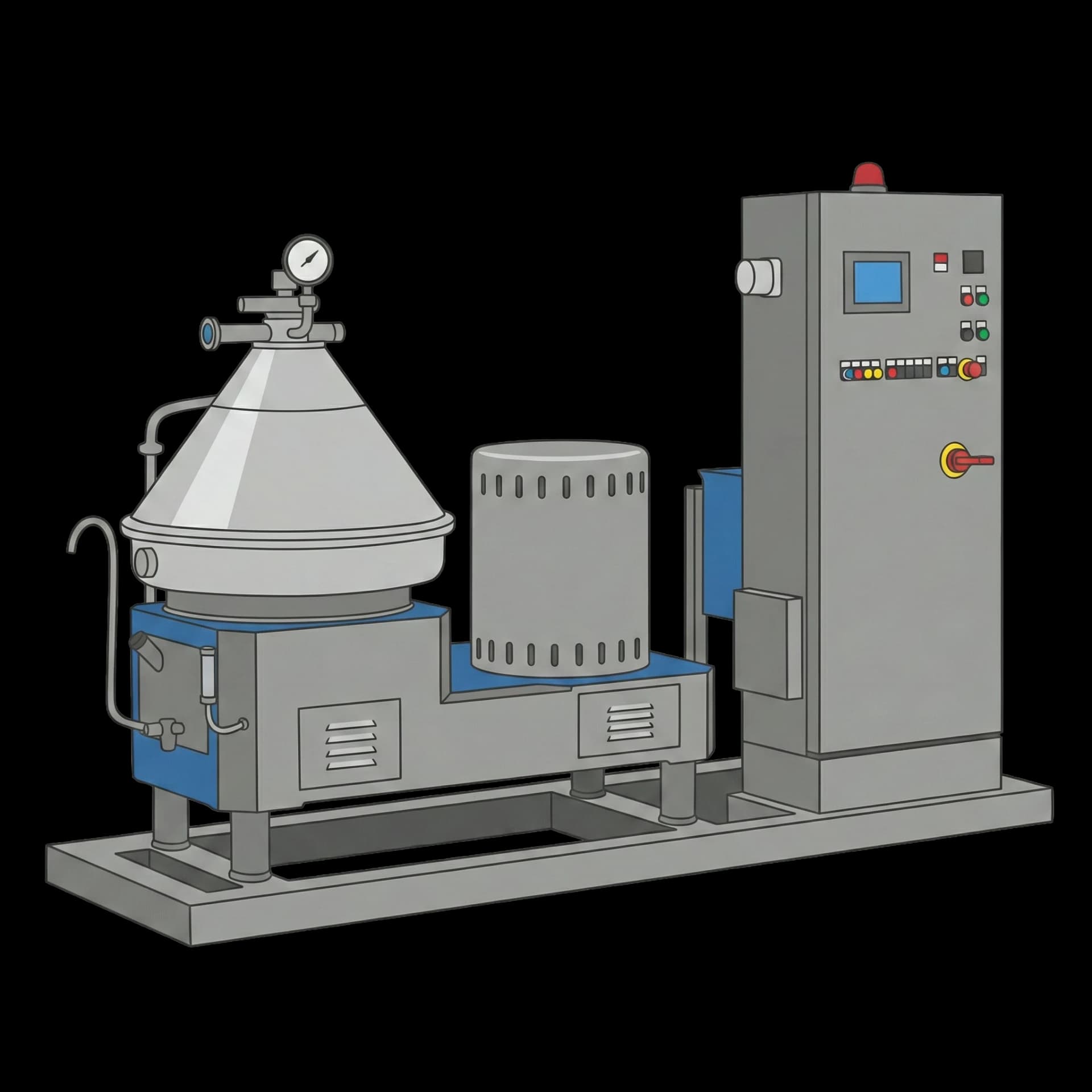
DESCREMADO DE SUERO CRUDO

TANQUE ALMACENAMIENTO SUERO CLARIFICADO Y DESCREMADORA
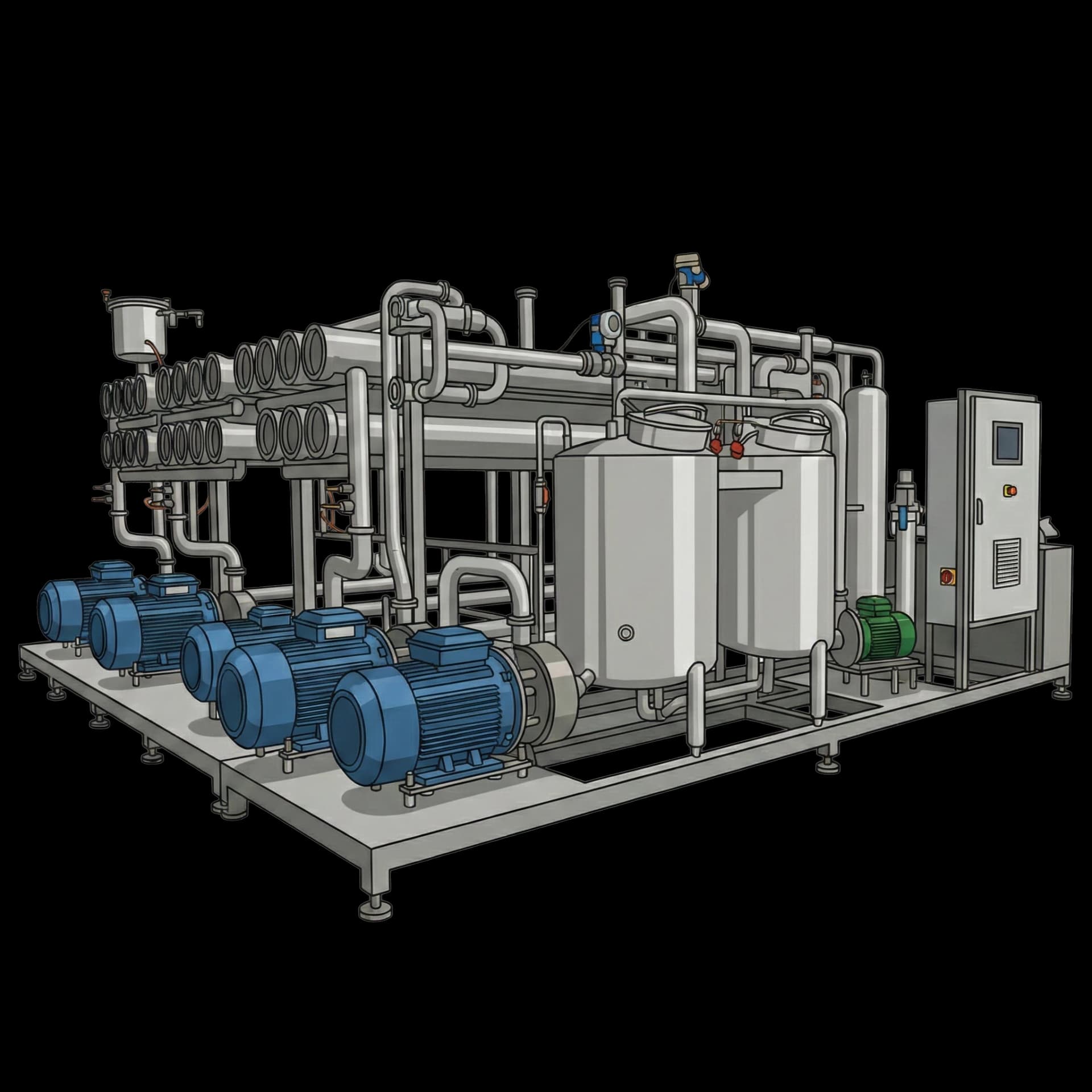
SISTEMA DE MEMBRANAS NANOFILTRACIÓN

SISTEMA DE ELECTRODIALISIS
TANQUE ALMACENAMIENTO SUERO ELECTRODIALISIS CONCENTRADO
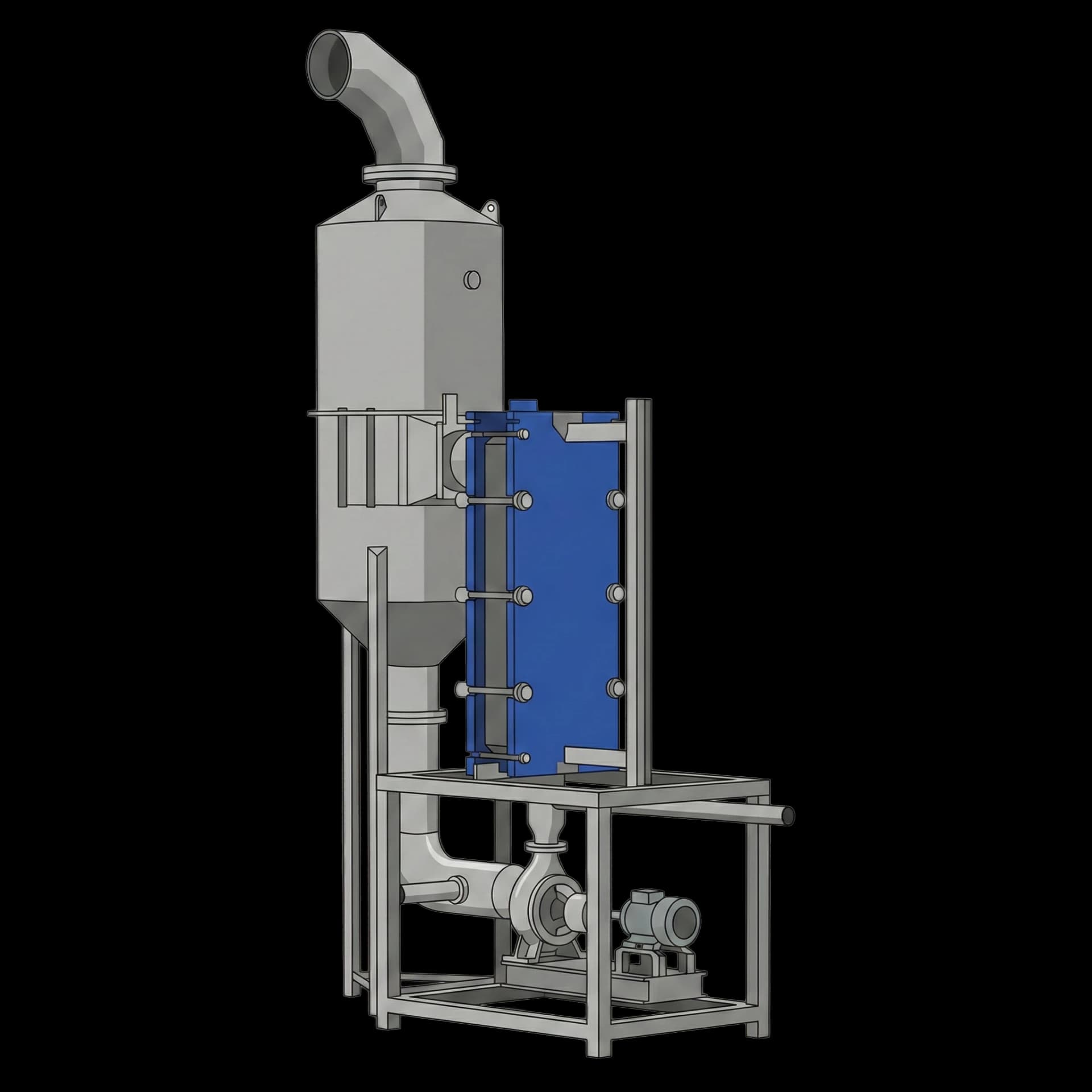
EVAPORACION ALFA-FLASH

CRISTALIZACIÓN
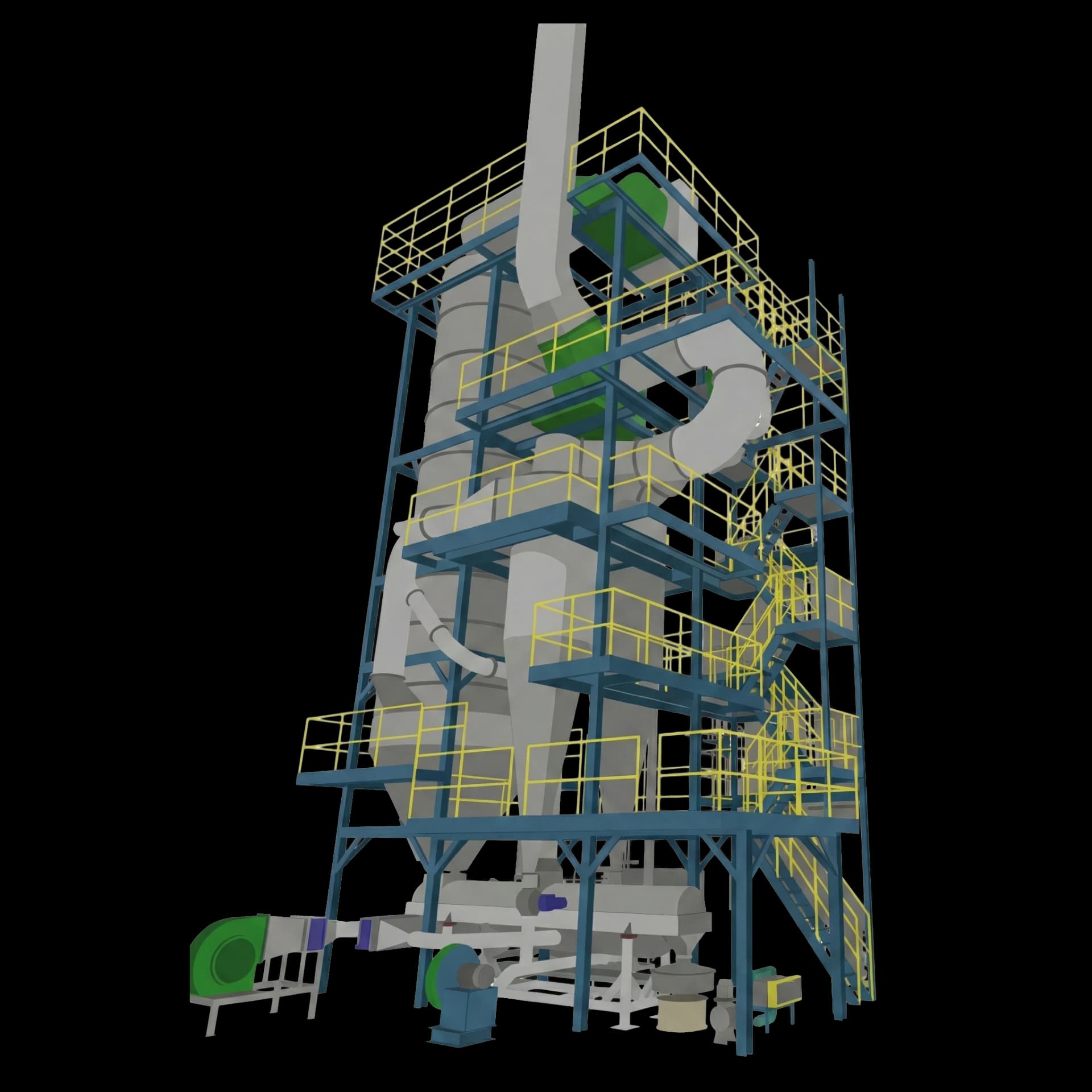
SECADOR VERTICAL DE TRES ETAPAS

(DWPC) CONCENTRADO DE PROTEÍNA DE SUERO DESMINERALIZADO (DWPI) AISLADO DE PROTEINA DE SUERO DESMINERALIZADO
De Subproducto a Ingrediente Premium: Valorización Estratégica del Suero Ácido
El diagrama superior ilustra una estrategia de rentabilidad para transformar el suero ácido (típicamente un desafío operativo en la producción de yogur griego y queso crema) en un Suero Concentrado de electrodiálisis.
Esta solución integra tecnología de Electrodiálisis. Esta configuración nos permite superar las barreras de la acidez y la carga mineral, garantizando una proteína térmicamente, apto para los mercados más exigentes de nutrición deportiva o infantil.
Maximiza el retorno por litro de leche procesada, asegura la continuidad operativa y entrega un producto final de calidad.
Valorización de Suero Ácido: Línea de Proceso para Suero Concentrado de Electrodiálisis
Esta línea de proceso representa una solución integral para transformar un subproducto complejo, el suero ácido proveniente de yogur griego, queso cottage o queso crema, en ingredientes de alto valor comercial.
Históricamente, el procesamiento de suero ácido presenta desafíos técnicos debido a su alto contenido mineral, acidez y salinidad. Nuestra ingeniería integra tecnologías de separación por membranas y electrodiálisis para superar estas barreras. El resultado es un proceso continuo y estable que mitiga los problemas de fouling (incrustación) y entrega un concentrado funcional, térmicamente estable, apto para los mercados más exigentes de nutrición deportiva y suplementos dietéticos.
Descripción Técnica del Proceso
1. Pre-tratamiento y Recuperación de Mermas El proceso inicia con la recepción del suero crudo ácido. La primera fase crítica es la recuperación de sólidos mediante un filtro rotativo diseñado específicamente como recuperador de finos (Cheese Curd Fines Saver Separator). Esta etapa no solo limpia el suero para proteger los equipos aguas abajo, sino que recupera la cuajada remanente, reincorporando valor inmediato a la línea de queso antes del procesamiento del suero. Posteriormente, el suero es clarificado y descremado mediante separación centrífuga con control térmico, garantizando una base libre de grasa para la máxima pureza proteica.
2. Desmineralización y Concentración Selectiva (Nanofiltración + Electrodiálisis) El núcleo de la purificación comienza con un sistema de Nanofiltración que elimina sales monovalentes (Sodio, Potasio, Cloruros) y permite el paso de ácido láctico, reteniendo casi la totalidad de la lactosa y concentrando los sólidos totales (proteína + lactosa) hasta un 18-22%. Para garantizar la calidad funcional del producto final, el concentrado pasa por un sistema de Electrodiálisis. Esta etapa es decisiva para la estabilidad térmica: elimina cationes bivalentes como Calcio y Magnesio, responsables de la desnaturalización y agregación proteica durante el calentamiento. Al sustituir estos iones, logramos una proteína termoestable (Heat-Stable Whey Protein), una característica indispensable para aplicaciones en bebidas y suplementos que requieren pasteurización o cocción sin precipitarse.


